歡迎進入東莞市江能電子科技有限公司網站
全國服務熱線
135-5661-3391

聚合物鋰電池的生產工藝
時間: 2018-11-01 13:05
瀏覽次數:
總體流程:攪拌制漿涂布輥壓 切條 制極片 卷繞 絕緣檢測 封裝絕緣檢測真空干燥 注液 封口 充電化成 抽氣 封邊 折邊 化成分容檢測 老化檢測 一、混合制漿 溶劑和粘合劑分別與正、負
聚合物鋰電池生產流程:攪拌制漿>涂布>>輥壓 >切條> 制極片> 卷繞> 絕緣檢測> 封裝>絕緣檢測>真空干燥> 注液> 封口> 充電化成> 抽氣> 封邊 > 折邊> 化成分容檢測> 老化檢測
一、攪拌制漿:

溶劑和粘合劑分別與正、負極活性物質混合。經高速攪拌均勻后,制成漿狀的正、負極物質。
二、涂布:

將制成的漿料均勻地涂覆在金屬箔的表面,烘干的過程。
三、輥壓:

把分切好的正、負極料經對輥壓平整及壓實。
四、切條:

把整卷的正、負極料自動分切成長度符合制片及電池規格設計要求。
五、制極片:
將整卷的極片按技術參數,自動完成分切、焊極耳和貼膠帶。
六、卷繞:

將正、負極片經隔膜紙隔開,沿軸芯自動卷繞成電芯,并貼上終止膠帶。
七、絕緣檢測1:

正、負極片經隔膜紙卷繞隔開后;組成為電芯,測試其絕緣性能 。
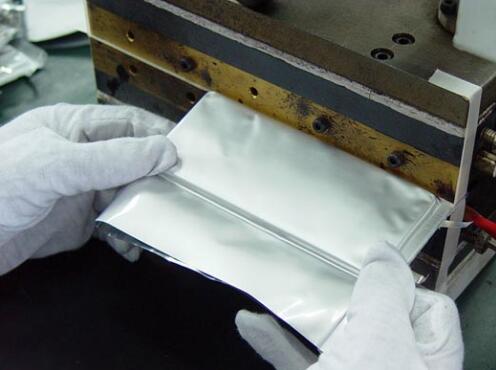
八、封裝1:

裸電芯裝入沖好的鋁塑復合膜內封住電芯頂部開口。
九、封裝2:
把已封好開口的電池左側邊封住。
十、絕緣檢測2:

電芯經過封口,封邊后測試其絕緣性能
十一、真空干燥 :

利用真空干燥電池,徹底排出待注液電池內的潮濕氣體,保證電池的品質。
十二、注液:

往電池注液口注入電解液,應在干燥的手套箱內完成相對濕度在<1%RH以下 。
十三、封口3:

注完電解液后,將注液口封住,在干燥的手套箱內完成。
十四、檢測:

檢測電池內阻及注液量是否符合設計要求。
十五、充電化成:

指電池剛做出來時,進行的第一次充電或首幾次充放電過程,每個電池都連接電腦并時時監測、記錄每個電池的性能指標。
十六、抽氣:

電池經充電后會產生氣體,把電池內的氣體抽出來直至真空。
十七、封邊三:

封電池右側邊保證電池的密封性能 。
十八、拆邊:

用自動折邊機裁掉電池兩邊多余的外鋁塑復合膜及折邊自動完成。
十九、化成分容檢測:

用高精度的化成分容檢測設備把電池容量分選出來歸類 ,每個電池都連接電腦并時時監測、記錄每個電池的性能指標。
二十、老化檢測:

電池經過內阻、電壓、外觀、容量、尺寸等檢測后,按批分類入庫儲存 。儲存條件為室溫10~45℃、濕度65 ? 20%,老化期為30天。在電池老化期間,每隔7天對電池做定期重檢。
二十一、PACK:

電芯達到老化期時,就可以根據客戶要求進行裝配(可以組合成很多的不同裝配方式)。組裝時,必須對該批次出庫電芯進行測電壓、內阻的全檢方可。
二十二、出廠檢驗:

依據GB/T18287-2000檢驗成品電池的性能指標。OQC嚴格按照GB/T2828.1抽樣檢驗合格后方可出廠。
二十三、包裝:

產品包裝由內包裝塑料托盤和外包裝雙瓦楞紙箱組成,然后裝成整個棧板并打好捆扎帶固定、纏繞膜防潮等措施,保證產品的運輸安全。
上一篇:18650鋰電池生產工藝
下一篇:磷酸鐵鋰電池生產流程
Copyright ??東莞市江能電子科技有限公司 版權所有 粵ICP備18161557號
全國服務電話:0769-26988485 ? 傳真:0769-33359525
公司地址:中國廣東省東莞市萬江街道金鰲路9號
公司網址:www.ningbopx.cn 東莞鋰電池
 在線客服
在線客服
